XH/JST 2.5端子壓製
在航模界,到處都可以看得到XH/JST 2.5接頭的身影,而在電動機車的領域,目前則是被廣泛的應用在電池組內的保護板上,作為各串電池與保護板間的通訊與弱電流充放電橋樑,而9路獨立式分壓充電的UNA9,則更是仰賴這種唯一的輸出介面來對電池充電。
由於XH/JST 2.5接頭本身的設計並不耐高次數的插拔,這對於視同電池為高度消耗品的航模來說並沒有太大的問題,但對要能夠長期使用的大容量電動機車電池來說可就頭疼了!而XH/JST 2.5接頭的製作品質好壞,又直接影響到對電池的監測與充放電的效能,所以身為玩家,學習如何精準的製作XH/JST 2.5接頭這項技能,絕對勢在必行!
◎工具與材料:
←小線徑電子線斜口鉗。
←快速剝線鉗。
← 快速剝線鉗(圖2)。
←快速剝線鉗(圖3)。
←XH/JST 2.5端子專用壓接鉗。
← XH/JST 2.5端子專用壓接鉗(圖2)。
← XH/JST 2.5端子專用壓接鉗(圖3)。
←22AWG軟芯線與XH/JST 2.5端子(母)。22AWG是最適合壓接XH/JST 2.5端子的線規。
←XH/JST 2.5端子(母)特寫。
◎製作方式:
←以快速剝線鉗剝除適當長度之外皮。請注意 XH/JST 2.5端子的設計有兩處需壓接的地方,前端壓裸露出來的導體群、後端壓外皮。
←套上線材後以手先將端子後端與外皮壓含稍事固定。端子後端的壓接處若沒有與外皮確實壓著,端子一扯就掉了,這是絕對不允許的大忌!
←專用壓接鉗的特寫。請注意模具的左右有大小之分!較大之處是用來壓接 XH/JST 2.5端子的後端、較小處則為壓接前端,不可搞錯,否則壓著失敗(前端密合不足、後端壓過頭變形甚至切斷導體群)!
←模具大小的分界點可以透過壓接鉗上的中線來輔助判斷。
←準備壓著。
←端子與模具相對位置示意。
←端子與模具相對位置示意2,對準無誤後即開始進行壓著。
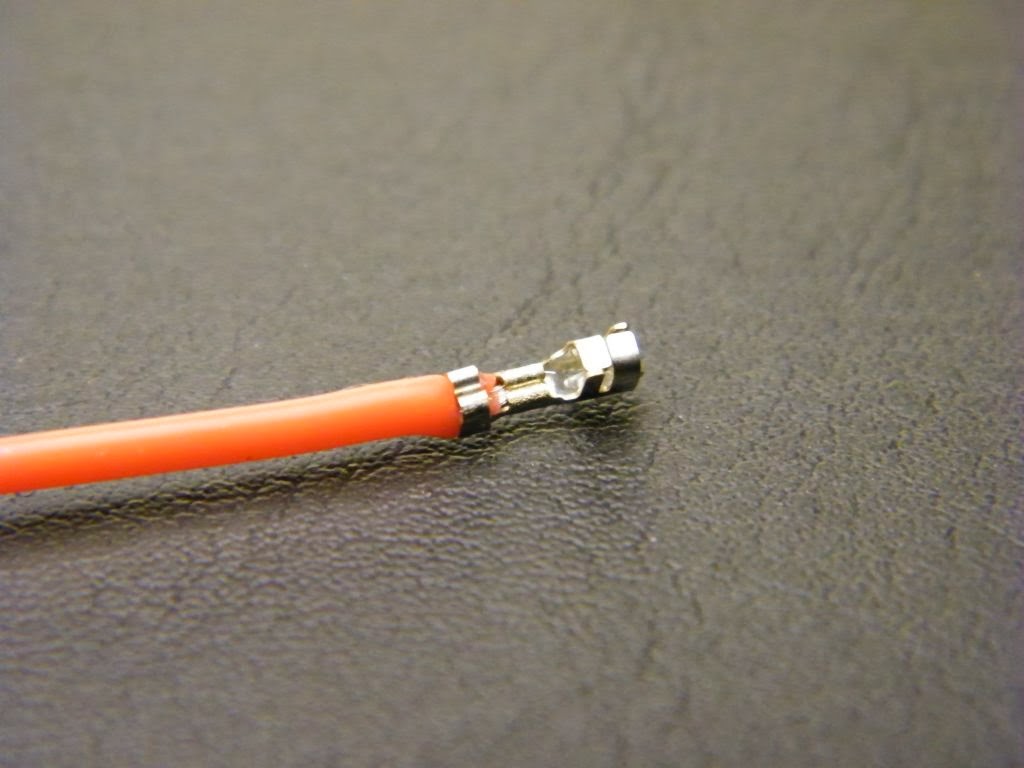
←完成!
←只要掌握以上要點,就能幾乎零失誤精準的壓製出優質的接頭!
←"前段吃芯、後段吃皮",這是幾乎所有形式端子的壓著準則!
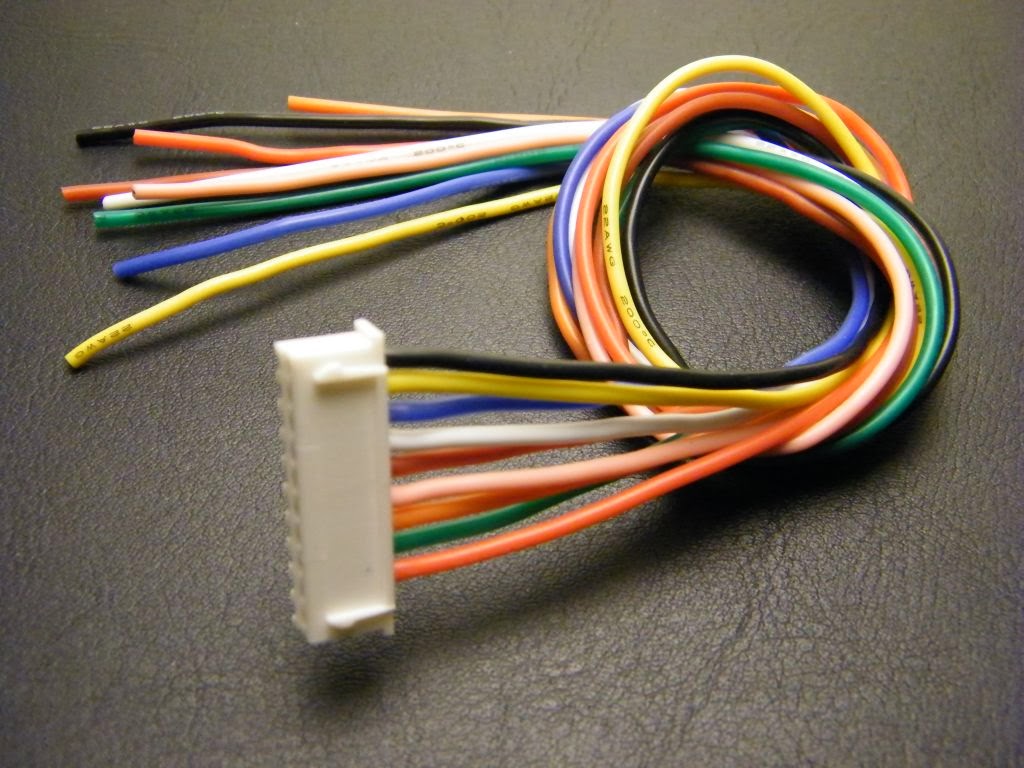
←壓著完畢後,再依需求分別套入對應的外殼,即完成一組接頭了!
←圖為30cm的9P8S XH2.5接頭組。關於線材的顏色定義順序,雖並無絕對要求,可依個人自由定義,但同好【阿發】另提供里柯資訊,若要能與廠家或同好間彼此溝通無礙,可採電阻色碼統一為之:
【黑棕紅橙黃綠藍紫灰白】



















沒有留言:
張貼留言